L’impression des tests de base

Voici quelques objets utiles à imprimer pour vérifier les réglages de votre machine. Des objets pour cet usage il y en a des dizaines, souvent redondants. La sélection que je vous propose est la mienne. Pour moi, ce sont les objets les plus utiles si vous débutez l’impression 3d. Le chapitre sur les tests de torture est là pour vous permettre de passer au niveau suivant.
Sommaire

Mais avant tout, un petit mot sur le test probablement le plus célèbre : le benchy… dont je ne parlerai pas 😉 Le test sur lequel tout le monde saute dès la machine déballée. Je n’ose pas imaginer le nombre de fois où il a été téléchargé et imprimé ! Il est sympa et probablement très bien. Moi, je ne l’aime pas trop parce je trouve qu’il ne met pas assez en valeur les problèmes. Chacun ses goûts.
Sommaire
Le cube Artillery
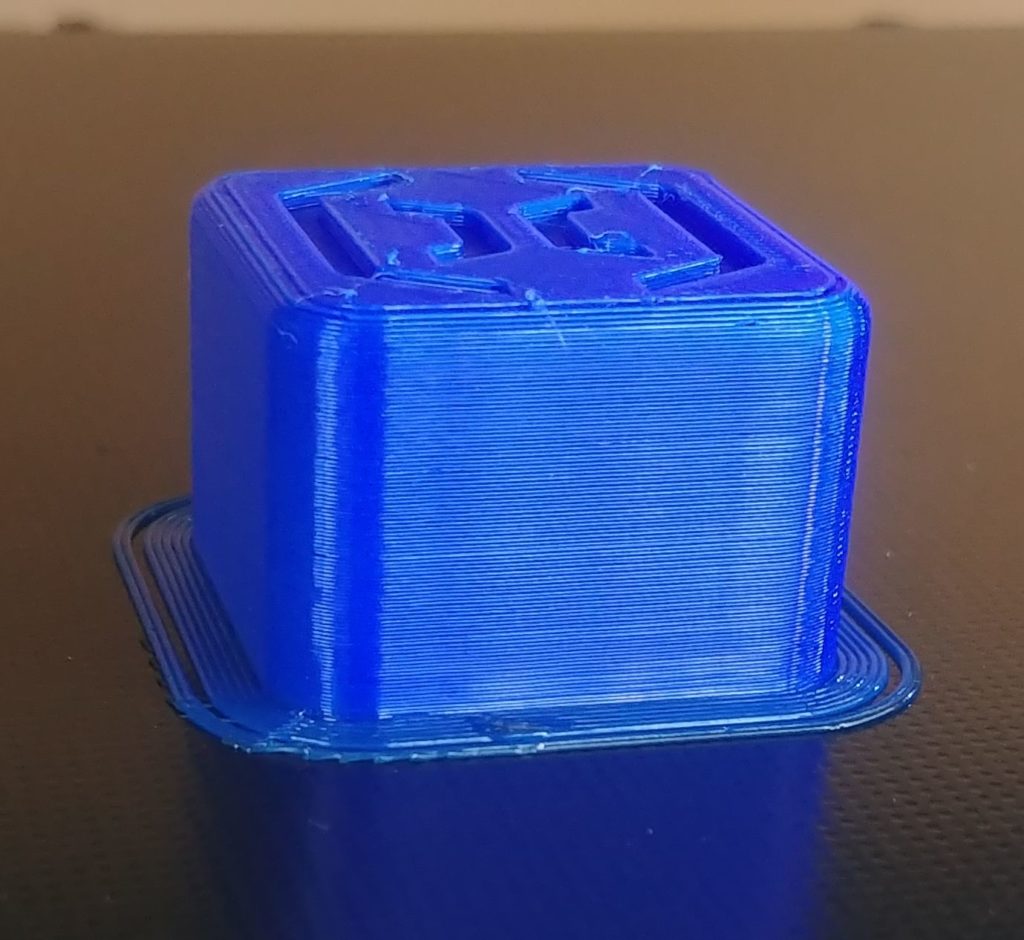
Le premier test à imprimer est le cube fourni sur la clé usb. Pourquoi ? Tout simplement parce qu’il va vous permettre de savoir très vite si votre machine a bien supporté le voyage. Vous en avez deux versions.
Une version gcode
C’est celle-ci qu’il faut imprimer en premier. Elle est paramétrée (vitesse, rétraction etc) spécifiquement pour votre imprimante. Donc, le résultat doit être, sinon parfait, du moins excellent. Et surtout, votre cube doit faire exactement 30x30x20 mm de haut. Si vous n’avez pas ça, vous pouvez tout de suite passer à la case réglage. Il est possible que vos courroies soient distandues, vos roues mal serrées, votre flux mal calibré, etc.
Une version stl
Beaucoup ne s’en servent pas. Je trouve pourtant que c’est la seconde impression à faire, après le gcode tout prêt. Pourquoi ? Et bien parce que, de cette façon vous pourrez comparer le cube ‘idéal’, celui fourni par Artillery que vous venez d’imprimer et ‘votre’ cube. SI vous obtenez un résultat identique avec votre version, c’est que votre trancheur à un bon profil généraliste. Vous avez donc de la chance, bravo ! L’avenir s’annonce radieux 😉
Prenez votre trancheur préféré et créez votre gcode avec. Si vous débutez et que vous n’en connaissez pas, mon conseil est d’utiliser Repetier-Host fourni sur la clé usb Artillery parce qu’il est très facile à utiliser et que son installation vous est expliquée dans la doc Artillery. Si vous voulez tout de suite apprendre à utiliser un trancheur puissant je vous conseille IdeaMaker mais les autres, Cura, PrusaSlicer, etc sont aussi très bien. Chacun a ses avantages. Avec IdeaMaker vous disposer d’un groupe Facebook Amateurs d’IdeaMaker dans lequel vous trouverez beaucoup de possesseurs d’Artillery.
Pour vous éviter de farfouiller des heures dans la bazar de votre bureau (y’a pas de quoi, ça me fait plaisir :), voici les fichiers présents sur la clé usb
La mise à niveau du plateau
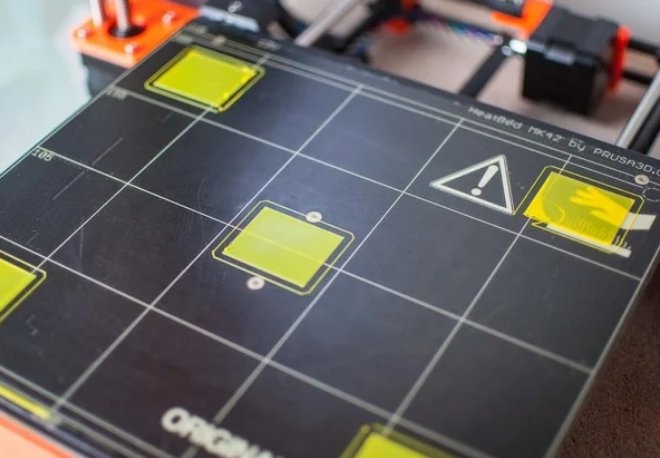
Autre test indispensable, et d’autant plus indispensable si vous n’avez pas de BLTouch (ce qui est le cas de la plupart des gens), un stl de mise à niveau du plateau.
Il y en a des dizaines mais pour moi, le plus rapide est celui-ci, en 30×30 pour les X1 et en 20×20 pour les Genius. Je trouve qu’il offre l’avantage de faire des carrés assez larges pour avoir le temps de corriger avec les roues pendant l’impression. Le seul défaut que je lui trouve, mais c’est un problème de réglage de trancheur, je pense, c’est qu’il imprime d’abord les deux carrés de droite, puis celui du milieu et enfin les carrées de gauche. SI vous pouvez paramétrer votre trancheur pour terminer par le carré du centre c’est beaucoup mieux.
Quoi qu’il en soit, essayez-le au moins une fois pour vous faire votre opinion.
Voici un petit guide pour évaluer la qualité de votre réglage. Il m’a sauvé la vie plus d’une fois quand je ne savais plus s’il fallait monter ou baisser la buse ou le plateau. On le doit à Billie Ruben
La buse est beaucoup trop près
Comme elle est trop collée au plateau, le filament n’arrive pas à sortir et il faut que la pression augmente beaucoup pour y arriver. Il sort par a-coups. Donc, des zones ne sont pas imprimées et d’autre sont trop épaisses
Remontez la buse ou baissez le plateau.
La buse est un peu trop près
Le filament n’est pas bloqué comme dans le cas précédent mais comme il n’a pas assez de place pour sortir il déborde sur les côtés. Quand on passe le doigt, on sent parfaitement le ‘grattage’ des sillons.
Remontez la buse ou baissez le plateau.
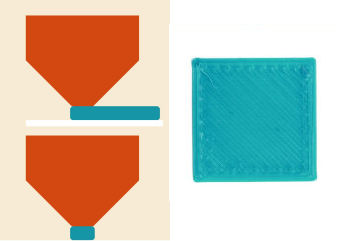
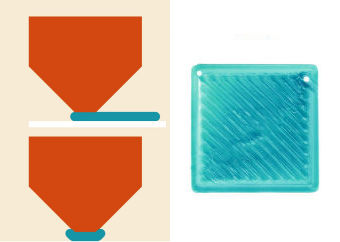
Très bien
La buse est exactement à la bonne distance. Le filament sort régulièrement et à la bonne épaisseur. Quand on passe le doigt dessus, c’est très lisse et on ne sent aucun grattage. La couche est uniforme.
Il n’y a rien à faire, c’est le bonheur !
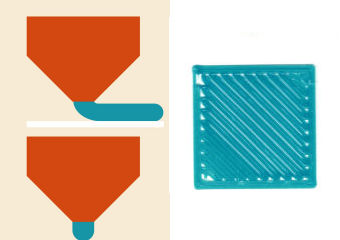
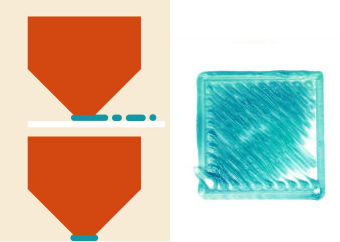
La buse est un peu trop loin
Au lieu d’appliquer uniformément le filament, la buse, trop haute, le tire en le déposant. Comme il est tiré il ne colle pas totalement au filament situé à côté. On retrouve cet effet caractéristique de sillon du à un manque de matière entre les traits.
Baissez la buse ou montez le plateau.
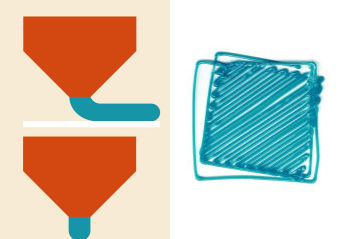
La buse est beaucoup trop loin
Pas besoin de beaucoup d’explications. La buse est trop loin et le filament ne peut pas coller au plateau. La pièce se décolle très rapidement.
Baissez la buse ou montez le plateau.
Ce réglage demande une certaine précision Vous pouvez utiliser mon agrandisseur de roue qui permet de monter le plateau de façon régulière et contrôlée. L’idéal est d’utiliser le baby-stepping mais pour cela il faut changer le firmware de l’imprimante.
La tour de température


Autant vous le dire tout de suite, il y en a plein qui n’impriment pas de tour de température ! Par exemple ceux qui utilisent exclusivement du PLA. Avec le PLA, le 210°/60° marche la plupart du temps. En fonction de votre imprimante vous verrez très vite, sans tour, si ce couplé gagnant fonctionne. En revanche pour le PETG, l’ABS et cie, c’est quasi obligatoire.
Et pourtant, une tour de température c’est quand même bien utile. Ma philosophie personnelle, c’est : une tour pour chaque nouveau filament. Mais pas nécessaire si vous en avez déjà testé pour le même duo marque/couleur. Attention, la couleur est importante. J’utilise beaucoup de Sunlu par exemple, et j’ai constaté que les températures optimales variaient suivant la couleur. Les pigments utilisés jouent un rôle dans la température optimale. Donc, changement de couleur = tour de température.
Jusqu’à une époque récente j’utilisais cette tour. Mais je la trouvais trop longue à imprimer.
C’est pourquoi j’ai été heureux de découvrir un trancheur du nom de SuperSlicer qui a pour particularité de permettre de créer des tours plus petites et surtout de laisser choisir la plage de température.
Les tours habituelles proposent des plages qui peuvent monter très haut (250° par exemple) pour s’adapter à différents matériaux. Mais si vous utilisez du PLA sur une Artillery vous n’aurez probablement jamais besoin de monter au-dessus de 220°.
Avec la tour précédente, on peut aussi construire une tour comme on le veut, mais c’est au prix de manipulations qui peuvent être longues.
De plus, ceux qui ont utilisé ces tours savent combien il est parfois difficile de choisir entre deux températures. Les paliers de 5° utilisés habituellement montrent parfois trop peu de différence.
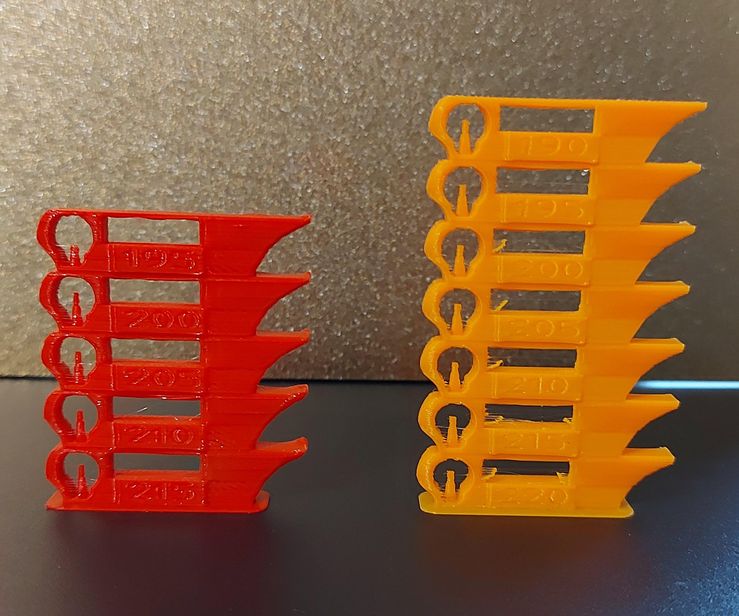
Partant de ce constat, j’ai décidé de créer deux tours plus rapides à imprimer. L’une avec les paliers traditionnels de 5° et l’autre avec des paliers de 10°. La version 5° s’imprime en 1h environ et la 10° en 35mn. Je trouve qu’avec la 10° on a déjà une bonne idée de la température correcte. Pour chacune de ces tours j’ai fait une version PLA (de 190° à 220°) et une version PETG (de 220° à 250°).
Je vous propose ici les GCodes prêts à être imprimés pour ces 4 versions. Ils n’intègrent pas de G29 (et sont donc utilisables sur des machines sans BlTouch ou TouchMi) et sont compatibles X1 et Genius (sur la X1, l’impression ne sera pas au centre, c’est tout). Envoyez-les directement à votre imprimante sans passer par votre trancheur.
PLA 190° à 220° par 5° – 7 paliers – 1h
PLA 190° à 220° par 10° – 4 paliers – 35mn
PETG 220° à 250° par 5° – 7 paliers – 1h
PETG 220° à 250° par 10°- 4 paliers – 35mn
Le stringing
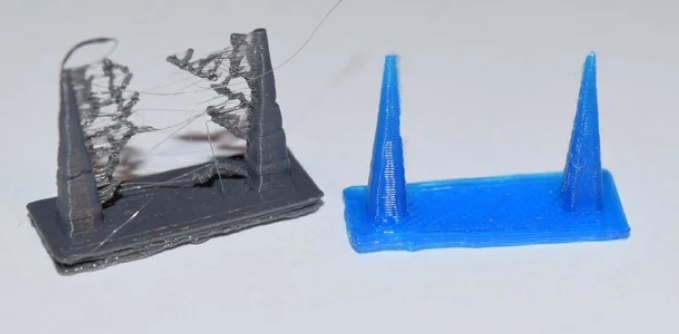
Le stringing, en français ça se dit ‘cheveux d’ange’. Je ne vois pas bien le rapport entre la VO et la VF et personnellement j’aurais plutôt tendance à appeler ça les cheveux du démon vu les prises de tête qu’ils occasionnent.
Régler le stringing, voila bien une chose que vous ferez obligatoirement à un moment où à un autre. Il y en a beaucoup sur MyMIniFactory ou Thingiverse. Mais moi j’ai un faible pour celui-ci. Il est très rapide et donne un bonne idée de l’ampleur des dégâts. Normalement il vous faudrait le faire pour chaque filament que vous utilisez (matériau/marque/couleur). Mais dans la pratique, vous trouverez probablement deux ou trois réglages qui couvrent la gamme de vos filaments. Au passage, l’un des avantages d’être fidèle à une marque est justement de limiter les re-réglages.
Le test de torture

Là, on passe à la taille au-dessus. C’est un test qui vérifier de nombreux paramètres en une seul impression. Comme toujours, il y en a de nombreux modèles. Personnellement j’ai bien celui de Kikstarter et Autodesk. Il date de 2018 mais ça n’enlève rien à ses qualités. Grâce à lui vous pourrez vérifier par exemple le stringing (les cheveux d’ange), les ponts et les surplombs.
Une mise en garde contre ces tests qui font plusieurs choses en même temps. Ils sont très pratiques justement parce qu’en une impression on a un état des lieux. Mais n’utilisez pas que ça !
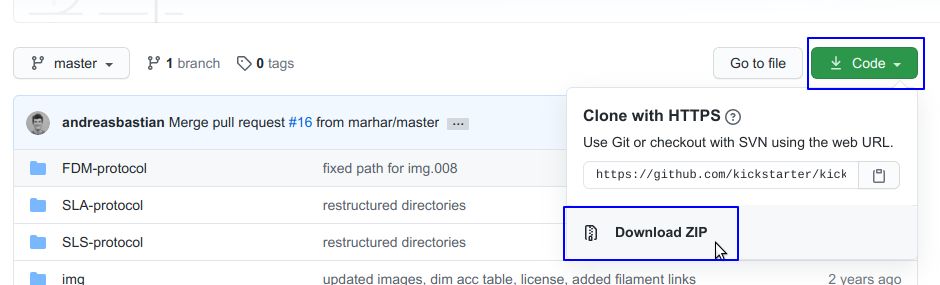
Un dernier point. Ce test de torture n’est pas sur Tingiverse mais on le trouve sur GitHub. Pas mal de gens sont désorientés avec les téléchargements sur GitHub. C’est un peu normal puisque c’est une plateforme à l’origine pour les développeurs et l’ergonomie n’a pas été au coeur de leurs préoccupations 🙂 DOnc si vous avez des difficultés pour charger, cliquez sur d’abord su Code puis sur Download ZIP.
Une fois téléchargé vous trouverez plusieurs répertoires dont un intitulé FDM-protocol. C’est celui qui va vous servir pour votre Artillery. A l’intérieur, vous trouverez un fichier nommé readme.md. Je crois que ça s’ouvre directement sous Windows. Sinon, c’est un simple fichier texte éditable avec n’importe quel éditeur de texte. En l’ouvrant vous comprendrez pourquoi je disais qu’on passait à la taille au-dessus !
Il existe également un autre test de torture assez répandu, le Mini All In One 3D printer test et son petit frère plus léger (je vous disais bien que c’était le problème de ces tests) le Micro All In One 3D printer test qu’on trouve sut Thingiverse. A vous de choisir.

