
Chaque axe d’imprimante a un impact direct sur le résultat final de l’impression. Nombreux sont donc ceux qui cherchent à en améliorer le fonctionnement. Aujourd’hui, je vais vous parler de mes modifications sur l’axe Z, l’axe vertical. Deux changements au programme : remplacement des coupleurs et libération de la tige filetée. Deux sujets propices à polémiques car chaque type de coupleur a ses partisans et ses adversaires et il en est de même pour le maintien de la tige filetée Z.
Sommaire
Changer les coupleurs
Le coupleurs sont les pièces qui relient l’axe du moteur à la tige filetée qui permet à l’axe X de monter et de descendre. Il y a un coupleur par couple tige filetée / moteur, donc il y en a deux sur nos Artillery.
Ce sont des pièces qui travaillent tout le temps. Si vous n’avez pas de z-hop activé, leur mouvement est sensé être plutôt lent et régulier. Les coupleurs font monter l’axe X de l’épaisseur de couche que vous avez défini dans votre trancheur. Ils travaillent donc uniquement à chaque changement de couche. En revanche, si vous avez du Z-hop et pour peu que votre pièce le justifie, les coupleurs passent leur temps à changer de sens. Ces a-coups peuvent être violents. Il faut garder en tête que la puissance du moteur passe par son axe qui fait 5 mm de diamètre et est transmise à la tige de 8 mm de diamètre. Et tout ça doit déplacer l’axe X avec son moteur, l’extrudeur et la partie chauffante.
Les différents types de coupleurs
Il y a deux grands types de coupleurs principaux : les coupleurs rigides et les coupleurs souples. Et il y a des types intermédiaires. Et c’est ici que la guerre commence ! Il y a des partisans des coupleurs rigides et des partisans des coupleurs souples. Chacun a ses arguments. Si des passionnés d’un camp ou de l’autre veulent compléter ce que je vais dire, qu’ils laissent un message dans les commentaires ou qu’ils me contactent. Tous les avis sont intéressants.



Chaque type de coupleur a ses avantages et ses défauts.
Le coupleur rigide permet de transmettre le maximum de force à la tige sans aucun effet d’inertie. Toute l’énergie est utilisée pour tourner la tige. Mais attention si la tige bloque ou freine d’une façon ou d’une autre ! Comme la tige et le moteur ne font plus qu’un seul bloc virtuel, le moteur va souffrir puisqu’il devra forcer pour corriger le problème. Et dans le pire des cas, si la tige est bloquée (ce qui, je crois, n’est jamais arrivé sur une imprimante 3d), c’est le moteur qui risque de casser.
Le coupleurs rigides permettent également de réduire le wobble (on en reparle plus bas)… si la tige est de bonne qualité.
Il y a des milliers de machines équipées de coupleurs rigides qui tournent parfaitement bien.
Le coupleur souple, comme son nom l’indique, est souple, c’est à dire que le couplage tige / moteur présente une certaine souplesse. Il absorbe donc les a-coups et soulage le moteur. Par contre sa souplesse, qu’on peut voir comme une mollesse, a tendance à accentuer les phénomènes de wooble. Il y à, la aussi des milliers de machines équipées de coupleur souples dont les propriétaires sont très heureux.
Il y également des coupleurs semi-rigides, c’est à dire, dont la rigidité n’est pas totale et qui doivent, en principe allier les avantages des deux.
Et pour finir il y a les coupleurs araignée qui, tout en gardant une souplesse horizontale, ont une plus grande rigidité sur les mouvements verticaux et ont moins d’inertie lors des z-hop par exemple. C’est une coupleur de ce type que je vais installer.
Pourquoi changer ?
Je ne sais pas s’il existe un possesseur d’imprimante 3d qui ne souhaite pas améliorer sa machine. Même si on obtient maintenant une excellente qualité avec les imprimantes modernes (dont les Artillery), ce sont des imprimantes qui travaillent par couche et qui dit couche, dit décalage possible de couche et visibilité des couches, surtout si elles sont épaisses. En fait, tout dépend de ce qu’on fait de sa machine. S’il s’agit de faire des boites de rangement de vis ou de pièces de bricolage, il est probable que la perfection ne soit pas le critère principal (dans ce cas ce sera souvent la vitesse par exemple). Mais s’il faut des pièces de précision, on va chercher à avoir la meilleure planéité possible pour limiter les frottements par exemple.
Tout dépend donc de vos travaux. Si votre machine vous sort des pièces qui vous vont bien, ne vous cassez pas la tête à changer de coupleurs, sauf si vous aimez bricoler. Le principe de base : quand tout va bien, ne touche à rien !
Quels coupleurs installer ?
Il n’y a pas de règle et en regardant les avantages et inconvénients de chaque type vous verrez ce qui vous convient. Je trouve au passage que les coupleurs de la X1 sont plutôt bons et je ne les aurais pas changés si je n’avais pas décidé d’améliorer l’ensemble de mon axe Z. C’est l’occasion qui a fait le larron.
L’axe Z : vive la liberté !
Remplacement des coupleur mais surtout libération les tiges filetées de leur courroie de synchronisation et de leur guide à roulement.
Retirer la courroie de synchro et le roulement de maintien. Pourquoi ?
La vraie question est de savoir si le maintien de la tige filetée en haut est un bien ou un mal ou tout simplement si c’est utile.
Que fait donc exactement cette grande vis verticale ?
Son unique rôle est de faire monter ou descendre l’axe X de la distance que le trancheur (et donc vous) a choisi. On confond souvent cette action de déplacement avec une action de guidage. Non, ce n’est pas la tige filetée qui guide l’axe X. Ce travail est fait par les platines et les roues qui portent l’axe. C’est pour cela que la qualité de l’ajustement des roues de l’axe X est si importante.
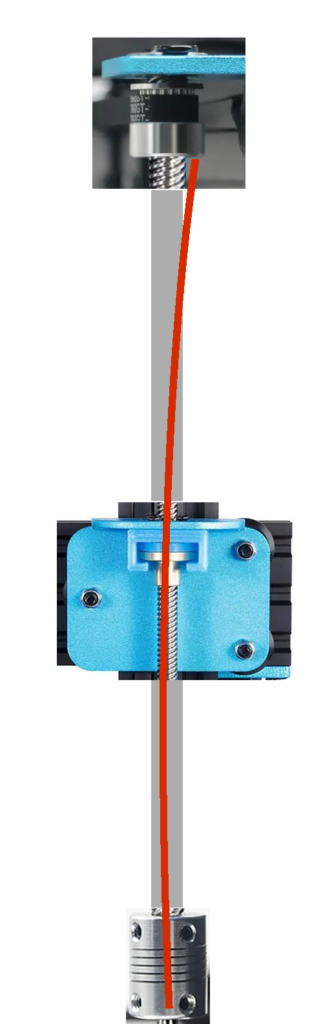
Instinctivement on se dit que cette tige filetée doit être parfaitement droite et que, si elle ne l’est pas, comme la ligne rouge sur la photo ci-contre, elle va décaler, ‘pousser’ le X et donc générer des décalages. Ce n’est pas vrai non plus. Elle ne peut pas ‘pousser’. Mais si on regarde ce qu’il se passe avec cette tige on note qu’elle subit des contraintes. Il y a trois points où elle peut être contrainte
- au niveau du moteur, puisqu’elle est fixée à son axe
- au niveau de la platine à roues qui porte l’axe X
- sur la X1, au niveau du haut du portique puisqu’elle est bloquée par le roulement
Si la tige était parfaitement rectifiée, les contraintes ne seraient pas énormes. Le hic, c’est que les vis ne sont jamais parfaitement droites sur des machines de la gamme de prix des Artillery. Ce qui se produit concrètement c’est que le blocage de la tige filetée sur trois points ne ‘pousse’ pas mais entraîne une résistance sur, au moins, un de ces points et donc des vibrations. Et ces vibrations sont à l’origine du phénomène connu sous le nom de wobble (qui signifie oscillier), qui aboutit à des sortes d’ondulations sur les parois des objets imprimés.

Logiquement, pour réduire ce phénomène de wobble, il faut réduire le nombre de points de blocage de la tige. Que peut-on faire sur nos trois points de contrainte ?
- au niveau du moteur, on peut utiliser un coupleur souple qui va alléger la contrainte
- au niveau de la platine à roues qui porte l’axe X, on ne peut rien faire mais Artillery a mis un système ‘flottant’ pour améliorer la situation
- au niveau du haut du portique, c’est l’endroit où on peut jouer le plus facilement. Il suffit de retirer la contrainte, c’est à dire de laisser libre la tige filetée. Ainsi, elle tournera dans le vide sans forcer et donc sans vibrations.
On peut donc corriger deux points sur trois et s’il n’y a pas de contrainte en haut, il y aura moins de vibrations. Et comme les vibrations se transmettent à la buse et donc à l’objet imprimé, on aura moins de wobble.
Il n’y aura plus de synchronisation alors ?
Maintenant qu’en est-il de la courroie de synchronisation des deux axes Z puisqu’on doit la retirer pour laisser libre les tiges filetées ?
Et bien à mon avis, elle ne sert à rien. Pourquoi ? Tout simplement parce qu’elle ne peut pas régler le problème de synchronisation des moteurs s’il y en a un et elle ne peut créer que des contraintes supplémentaires. En effet, il y a deux possibilités :
1 – Les deux moteurs sont synchronisés. Dans ce cas ils se déplaceront parfaitement ensemble. Et la courroie ne fait qu’une friction supplémentaire sans aucune utilité à part si vous aimez tourner vos coupleurs à la main.
2 – Les deux moteurs sont décalés. Il y a effectivement un problème mais est-ce que c’est la courroie qui peut le régler ? Pas du tout. Avec la courroie en place, que va-t-il se passer ? L’une des poulies, solidaire de la tige filetée, qui guide la courroie va aller moins vite que l’autre. La courroie va essayer de ralentir la poulie qui va le plus vite (ou accélérer l’autre). On va donc avoir un ‘affrontement’ entre un moteur (voire les deux) et la courroie. Un des moteurs va devoir forcer dans un sens. Et cela va se traduire par des vibrations. De plus, la courroie va finir par s’user prématurément et prendre du jeu.
Pour résumer, si les moteurs ne sont pas synchrones, c’est un problème à prendre en compte, bien entendu, mais qu’il va falloir corriger autrement qu’en forçant sur la courroie ce qui fera plus de mal que de bien.
Maintenant est-il fréquent que des moteurs se désynchronisent ? Je ne suis pas technicien en la matière mais je n’en ai pas l’impression à lire les commentaires sur le sujet et en ayant depuis 3 ans une machine à deux axes Z non synchos (clône de Prusa I3). Pourquoi ? Si la tige était une vraie vis sans fin, un décalage minime au bout de 10 ou 20 kilomètres de déplacement dans le même sens entraînerait un écart (même avec des moteurs de très grande précision d’ailleurs). Sur une X1, chaque moteur va déplacer l’axe Z de 40 cm au maximum. Puis il va redescendre. Il y aura peut-être une désynchronisation. Mais d’un niveau tellement faible que ça n’aura aucune influence sur les impressions.
Attention toutefois, cela n’est vrai que si vos coupleurs sont parfaitement fixés au moteur d’un côté et à la tige de l’autre. Il ne faut pas qu’il y ait de jeu.
Petit bonus pour finir de me faire des ennemis 🙂
Dans le même ordre d’idée, je vois beaucoup de monde qui renforce son portique avec des tiges comme ça par exemple :
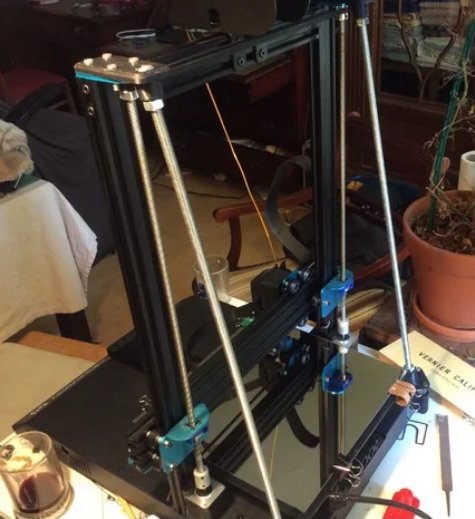
Ils semblent satisfaits de leur montage. Je suis content pour eux. Ca leur convient et c’est le principal.

Mais que se passe-t-il en faisant ça ? Le structure devient plus rigide, c’est vrai. A l’arrivée on a une structure plus rigide, des tiges, bloquées donc rigides elles aussi. Mais alors, où s’évacuent les vibrations ? Au seul endroit libre : la buse et par conséquence la pièce imprimée. De façon générale toutes les pièces, un avion comme la tour Eiffel, doivent avoir une certaine souplesse. Bon, ça ne veut pas dire qu’il faut laisser le portique bringuebaler dans tous les sens. Il doit être rigide, bien entendu, mais il faut lui laisser une certaine souplesse pour évacuer les vibrations. Le modèle de la photo de droite me semble bien mieux conçu si vous voulez rigidifier le portique. Exactement comme les coupleurs, en fait ! Nous voici revenus au point de départ…
En pratique
Première opération, changer les coupleurs. Seconde, retirer les courroies. Pourquoi dans cet ordre alors qu’il semblerai plus logique de faire l’inverse ? Garder les roulements du haut pendant qu’on change les coupleurs permet de garder la tige aussi verticale que possible. Ce n’est pas indispensable mais autant essayer de s’approcher de la verticalité le plus possible. Ne serait-ce que pour l’esthétique 🙂
La procédure est décrite pour le coupleur araignée mais elle est aussi valable pour tout autre type de coupleur.
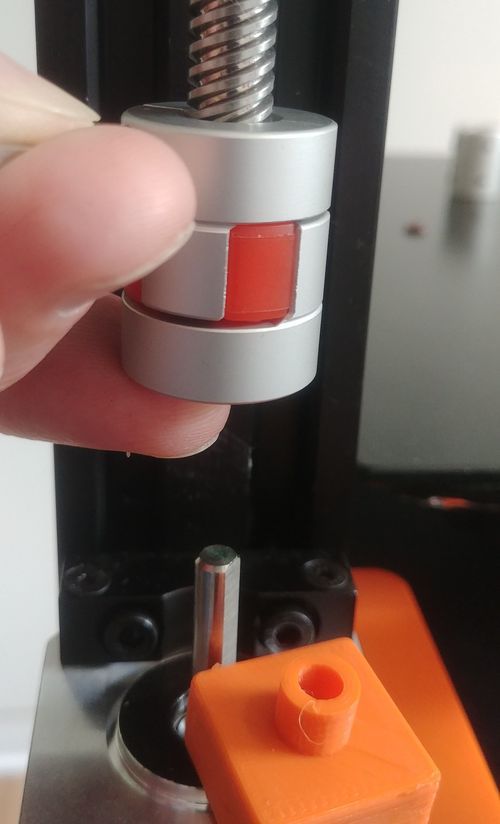
Constitution du coupleur araignée
Voici le type de coupleur araignée que j’ai utilisé. Il est composé de 3 parties. Une partie en alu percée d’un trou de 8mm pour la tige, une partie identique mais avec un trou de 5mm pour l’axe du moteur et un ‘amortisseur’ en plastique. Le diamètre du trou de cet amortisseur est de 5mm. Cela signifie que l’axe du moteur va pouvoir coulisser entièrement dedans alors que la tige filetée sera bloquée et viendra s’appuyer dessus. En pratique la tige rentre d’environ 5 ou 6 mm dans le coupleur.

Les deux ouvertures. A gauche, le ‘dessous’, 5 mm pour passer l’axe du moteur. A droite, le ‘dessus’, 8 mm pour la tige filetée.


A gauche, les trois parties du coupleur : les deux blocs d’alu et l’amortisseur en plastique orange. On voit bien sur la photo de droite que la tige filetée ne peut pas s’insérer et vient donc seulement s’appuyer sur cet amortisseur (qui absorbe au passage les vibrations du moteur).

Le changement des coupleurs, c’est parti.
- Monter l’axe X à 25-30 cm de haut pour dégager de la place autour des coupleurs
- Débrancher physiquement la machine (ce n’est pas obligatoire mais au moins pas de mauvaise surprise au niveau électrique)
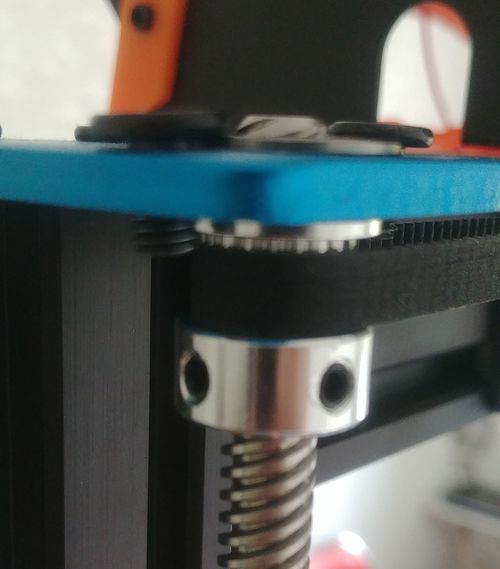
- Dévisser les poulies pour qu’elles ne bloquent plus la tige filetée. On dévisse mais on laisse tout en place.

- Dévisser les vis du premier coupleur pour le désolidariser

- Faire tourner la vis à la main et retirer l’ancien coupleur
- Fixer le nouveau coupleur sur la tige filetée sans trop serrer

- Descendre le coupleur sur l’axe en faisant tourner la tige et serrer la vis du coupleur côté moteur (en bas) en utilisant une cale pour avoir la même distance pour chaque moteur. Pas sur que la cale soit indispensable mais je trouve ça plus joli d’avoir les coupleurs à la même hauteur 🙂
- Une fois le coupleur mis en place, le faire tourner pour s’assurer que tout va bien.
- Serrer les vis du coupleur à fond.
- Faire la même manœuvre pour le second coupleur.
- Si vous voulez garder la courroie de synchronisation, c’est terminé. Passez à la partie ‘Réglages’ plus bas.
Le retrait de la courroie et des poulies

- Dévisser les supports du haut avec le roulement et les retirer.

- Retirer les poulies et la courroie et ranger tout ça à l’abri au cas où vous voudriez les remonter.
Réglages
C’est terminé pour le montage. Mais avant de lancer les impressions, il faut refaire certains réglages puisque ces manœuvres ont anéanti tous vos laborieux efforts précédents pour bien régler votre imprimante 😉

- Régler l’horizontalité de l’axe X en mesurant avec un repère la distance entre l’axe X et le boitier. On peut utiliser une règle mais ce n’est pas indispensable. Ce n’est pas une hauteur en soi qui est recherchée mais une égalité de hauteur de chaque côté de l’axe X. Il suffit donc d’un morceau de carton ou de plastique rigide sur lequel vous faites un repère.
Il faut se servir du boîtier et non pas du plateau comme base de mesure. Le plateau peut très bien être de travers. Si vous vous servez de lui pour régler l’horizontalité de l’axe X, votre axe ne sera plus droit dès que vous réglerez la plateau avec les molettes. L’ordre est toujours : boitier > réglage de l’axe X parallèle au boitier > réglage du plateau parallèle à l’axe X (ou plus exactement au parcours de la buse).
- Régler le niveau du plateau chauffant (ça, je ne détaille pas. Qui ne l’a pas déjà fait !)
- Faire une impression test de niveau de plateau comme celle-ci par exemple (mais il y en a plein d’autres) pour terminer en beauté.
Un exemple
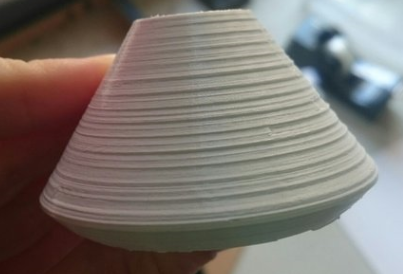
Voici deux fusées imprimées (trancheur PrusaSlicer) après les modifications décrites plus haut. 35 et 38 cm de haut. Elles sont imprimées en 0.3mm. J’ai pris ces modèles pour vérifier si du wobble apparaissait quand on montait. Je ne suis pas tellement équipé pour faire ce genre de photo en macro mais j’ai réussi à prendre du détail sur le haut. Quelques défauts de filament sans doute dus à une mauvaise température mais pas de trace de wobble. Celle de gauche, imprimée à 50mm/sec est quasi parfaite. On voit même les tronçons empilés. Celle de droite est moins bonne mais elle est imprimée à 100mm/sec !

Imprimées en 0.3mm. Celle de gauche à 50mm/sec et celle de droite à 100mm/sec
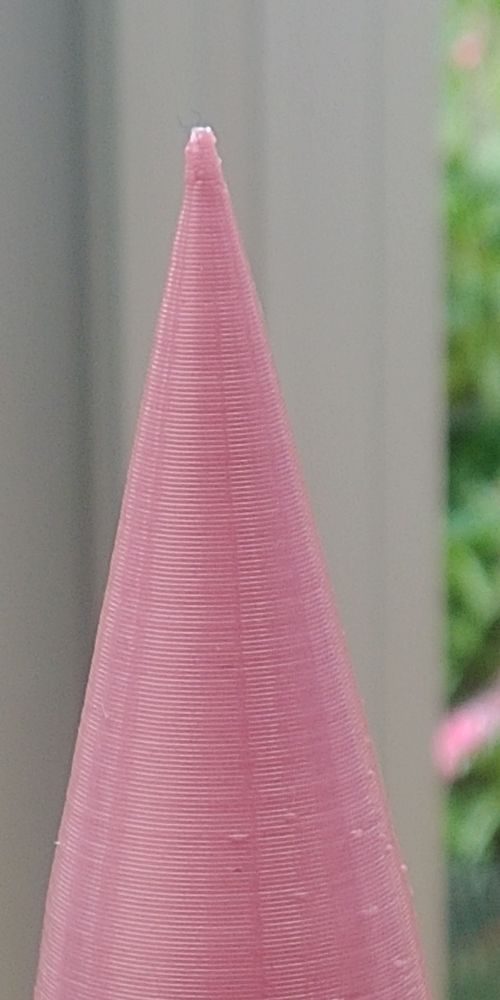
Des défaut de filament (Eryone arc en ciel) mais aucun wobble à 35 cm de haut.
C’est tout pour aujourd’hui. J’espère que cet article vous a intéressé, même si vous n’êtes pas toujours d’accord avec mes choix 😉 Si vous voulez d’autres précisions ou trouvez que certains choses ne sont pas claires ou devraient être précisées contactez-moi. J’essaierai de corriger pour que tout le monde y trouve son compte.